
在所有的研磨拋光工法之中,布輪拋光是一種奇特又近乎作弊的存在,這篇文章就是要介紹這種不一般的拋光手法,同時談談實務上操作的方式。
什麼是布輪拋光?
布輪拋光是一種透過旋轉的拋光輪沾取研磨料在工件表面藉由摩擦生熱讓工件表面硬度暫時下降並趁此時施加壓力以大幅降低工件表面粗糙度的一種拋光方式,主要用在金屬材料之上。
布輪拋光的技術總結如下八字~「摩擦生熱、塑性變形」。(不需要寬油…)
「摩擦生熱」的部分沒啥好解釋的,需要解釋的通常是「塑性變形」這個部分,每個人小時候都有玩過黏土吧,黏土是一種可以輕易透過施加壓力在其上同時自在的塑造形狀的材料,這樣的特性稱之為「塑性」(塑造)塑性良好的材料可以輕鬆的塑造成各種形狀,而這樣的特性當然也可以利用來做拋光,因為把粗糙表面變得光滑的過程當然是一種形狀的改變。
為什麼要「摩擦生熱」?
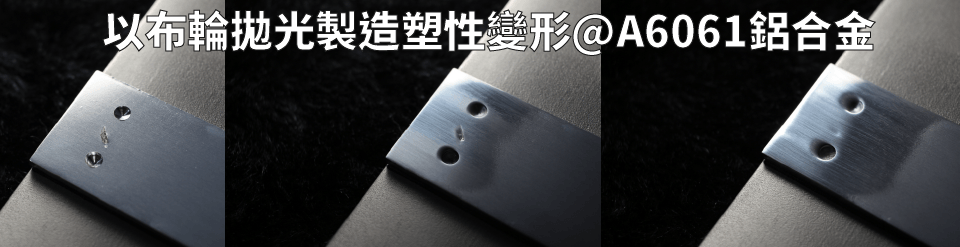
為金屬材料與熱塑性塑膠在溫度較高時硬度較低塑性較好,所以為了讓材料能夠順利透過施加外力改變工件表面形狀,所以藉由摩擦生熱的方式來讓材料暫時性的降低硬度(塑性變好),如果一切順利的話,可以看到如下的如同黏土一般輕鬆改變金屬形狀的過程,在硬度較低的軟金屬上甚至可以像黏土一樣把肉推來推去。
下圖是在鋁合金表面用一字螺絲起子敲出的傷痕,以及兩側3mm鑽頭鑽出的盲孔。
如果還是不明白的話,想像一下路邊撲柏油的場景應該就會明白了,因為瀝青也是溫度越高硬度降低的材料。
拋光機、拋光輪、拋光油土與人
關於拋光機:
要搞拋光當然要先有拋光機,所謂的拋光機基本上就是一顆馬達,然後把拋光輪固定在馬達主軸上跟著轉,所以其實拋光機與砂輪機沒有太大的差別,已經有砂輪機的朋友可以直接把尺寸適當的拋光輪裝上去就可以開始了。
若是要選購拋光機的朋友盡量選擇軸心延伸出去越長越好,軸心短的拋光機或一般砂輪機若是拋體積大的工件可能因為會撞擊馬達外殼而難以使用。(可操作空間太小)
通常拋光場使用的拋光機是一種落地型透過皮帶帶動一根如同球棒那麼粗的軸心,而配合這種粗軸心的拋光輪中心也開了大洞,而一般場合的拋光機就是一個馬達軸心直出固定拋光輪,另外由於拋光時會用力把工件往輪摩擦,所以拋光機一定要穩固的固定在地面或工作檯。

注意 ~ 砂輪機軸心與砂輪的洞以及拋光機軸心與拋光輪的洞不是只有單一尺寸,但是原則上都是常見尺寸,所以軟的拋光輪可以把洞挖大,洞太大可以在軸心加套管。(硬的砂輪當然無法把洞挖大)
拋光機最重要的是「功率」(馬力),由於拋光時必須用力把工件摩擦拋光輪, 所以功率越強的馬達就可以欺負硬度越高的金屬材料(當然還是有極限),功率太低的馬達恐怕在產生足夠的塑性變形之前就因為轉速下降繼電器跳開而無法繼續下去了。
以實務來說,若是要拋軟金屬如銅、鋁合金以及其他硬度更低的金屬,大約0.5HP的拋光機就足夠了,但是若要處理鋼鐵等等硬金屬的話,至少必須有1HP(這是最低極限)到2HP左右會比較夠用。
另外當然了,標準答案就是功率越大越好。
拋光機固定拋光輪的方式常見有兩種,一種是俗稱「老鼠尾」帶螺牙的錐形套,好處是不用管洞的尺寸直接套上去,壞處是很用力拋光時可能或滑牙,所以還是以螺帽對鎖的方式比較安全,只是換裝拋光輪時稍微麻煩一點。
由於拋光時會產生大量粉塵,所以別忘了利用紙板製作適當的擋泥板。

關於拋光輪
拋光輪是各種布料或纖維組成的一種磨輪,它與一般常見的研磨拋光用途的各種磨輪不同的是,拋光輪自身完全不帶有任何研磨料,所以拋光輪本身不具有任何研磨拋光的效果。
拋光輪在實際使用上最重要的是它的「硬度」,由於拋光輪旋轉時會因為離心力而變的硬挺,當用外物磨擦時的抵抗力就是所謂的「硬度」。
硬度高的布輪等同於用力將砂紙抵住素材表面來研磨,硬度低的布輪等同於用輕微的力道來研磨。
所以相同布料的拋光布輪的車縫線的多寡會影響硬度,另外也可以把車縫線拆掉一部分來製造較軟版本的布輪。

對於完全沒概念的朋友來說,可以選擇以下幾種不同硬度的布輪來構成一套「粗、中、細」的全套,以下從硬度高到低為 ~ 麻輪、車逢棉布輪、無車逢棉布輪。

雖然有些布輪是以纖維較細的例如羊毛纖維構成的,但是纖維的粗細與布輪整體的結構硬度無關,不要因為看到是羊毛構成的就一廂情願的以為是用於較細的拋光場合,完全實心的羊毛輪幾乎與麻輪一樣硬。
最後,新的布輪在使用前通常要用布輪刮刻意破壞摩擦面讓纖維起毛,同時在使用中若是出現太長而不斷甩出的長線條就要修剪掉。
理論上來說一個布輪只能固定搭配一個油土,不能把同一個布輪拿去沾不同粗細的油土,但是有時實務上很難避免,所以…….請自行決定。
布輪刮:清理布輪表面油土異物的工具,也可以用大隻金工銼刀代替,但是請不要以為這個工具真的有能力把布輪上的所有異物徹底清除。

關於拋光油土
拋光油土與一般的研磨耗材類似,基本上就是臘與其中的研磨料組成,在實務上唯一重要的是油土的粗細。(拋光油土只有臘沒有油,只是習慣上稱之為油土)
拋光油土其中的研磨料會因為與工件表面的高速摩擦而生熱,所以雖然磨料本身也會有對素材的切削能力,但是由於油土中的研磨料尺度都很細微,所以能夠產生的研磨效果非常有限,基本上最好視為是用來製造摩擦生熱的工具來理解會比較正確。
以台灣本地來說在大型五金行比較容易找到的是亞中實業所推出的一系列拋光土,所以若是沒概念的朋友建議就買這個,下圖中從粗到細就是~ABCDEF,建議可以購入ADF或ACDE。
油土與布輪的搭配與一般研磨場合一樣,粗的磨料配重的力道,細的磨料配輕的力道,所以拋光輪的軟硬與油土的粗細是互相搭配的。
另外,為了作為參考,根據自身實際的使用經驗來判斷,上圖中的A白棒的研磨料粗細大約等於#3000左右,D青棒約#6000,而藍棒D-24約#12000,以上可以當成是與其他形式研磨工具相配合時的參考。

油土中的研磨料雖然有特定的粗細,但是由於一個油土所能產生的效果可以在一個很大的範圍內變化,所以油土製造商基本上不會標示油土的粗細番號,在這樣的情況下,最準確的判斷方式就是實際拿來磨磨看,能夠產生越大破壞力的當然就是越粗的油土。(但是你要先花錢買……)
在未花錢買的前提下大致上有以下幾種不絕對正確但可以參考的分辨油土粗細的方法~
1.包裝量越大的(大條)油土通常算是粗的,因為所有研磨拋光耗材都是越粗的使用量越大。
2.單價越高(通常也越小條)的越細,因為越細的研磨料生產成本越高。

同一廠牌的不同粗細的油土會以不同顏色來區分,但是由於全世界不是只有一家製造商,所以千萬不要很天真的以為看到相同顏色的油土就以為是相同的粗細,何況油土顏色與粗細原本就沒有全球統一的標準。
另外,油土製造商都會宣稱某某油土適合磨某種金屬或塑膠材料之類的說詞,不過那就如同宣稱一張砂紙適合磨鋼鐵材料不適合磨銅鋁金屬一樣,或是宣稱另一張砂紙是適合拿來磨核桃木但是不適合磨相思木一樣荒唐,含有不同粗細研磨料的油土,在實際上唯一的差別就是粗的研磨料摩擦製造出較多的熱,越細的製造出越少的熱,而摩擦生熱的多寡決定了能夠產生的塑性變形的程度,如此而已。
(雖然油土以顏色區分粗細,但是光就上圖中就可以看見兩組不同粗細的同廠牌油土竟然被染成相同的顏色,所以一般習慣以青土、青棒、白土、白棒等來稱呼,實際上是一團混亂)
給初學者的搭配建議~若是拋光軟金屬可以是 粗磨(牛仔布輪或兵布輪配B紅土)➔ 中磨(車縫棉輪配D青棒)➔ 細磨(無車縫棉輪配D-24)
若是拋光硬金屬的話,在上述建議之前再加一道更粗的麻輪配A白土。
基本上什麼硬度的拋光布輪要搭配什麼粗細的油土是完全自由的,再加上工件摩擦布輪的力道可以(靠你的雙手)在很大範圍上做變化,所以根據布輪拋光的原理也就是「摩擦生熱塑性變形」這個原則做相應的調整就行了,不用太拘泥於尋照"正確"的搭配。
關於人的部分
要是安全性的問題,初學者會犯的極危險錯誤就是讓布輪磨到工件的自己這一側的邊緣(邊角、銳邊)而彈射出去,輕則毀壞工件重則人員傷亡。
下圖說明所謂的邊緣(edge)的涵義 ~

一旦工件的自己這一側的邊緣接觸到布輪的時候,布輪會產生撞擊力作用在工件的側邊上形成一個撞擊同時扭轉的力,基本上等同於棒球投球機,所以極度危險。

另外由於摩擦生熱的關係,隔熱手套也是可能需要的,其中CP值最高的是烘培用矽膠隔熱手套,缺點是烘培用途所以很寬鬆不緊貼。

專業拋光場通常會設置一套類似中央空調布局的大型除塵設備,透過風管連接到每一個工作區域,而業餘場合當然就沒有這種東西了,所以找好靠全套的防護設備來保護自己了,如果可以的話盡量把所有露出的皮膚部分都包起來,尤其是臉部。
注:拋光土的主要成分是臘不是油脂,所以一般清潔劑肥皂等等是完全無用的,只能依靠某些溶劑如去漬油等等擦除。

實際的操作方式與原理
基本上就是用布輪沾(磨)油土然後摩擦工件表面,在過程中一邊拋一般用眼睛觀察工件表面是否有那裡不足的再允以補足,沾一下油土拋個兩三下,再沾一下油土再來兩三下,如此直到整個表面成為光滑鏡面為止。
值得注意的是布輪拋光製造光滑鏡面的過程與傳統的研磨拋光並不相同,傳統研磨拋光的場合是透過從粗到細的過程,慢慢改變素材表面從粗糙到平滑以至於鏡面的一種逐漸轉換的過程。
而布輪拋光卻是一開始最粗磨的階段就已經將工件表面轉變成鏡面了,後面的其他階段只是用來把最粗油土所製造出來的研磨痕替換成尺度更小的研磨痕,如此繼續下去直到滿意為止。

如果你是完全沒概念的初學者或者遇到一個沒拋過的材料,可以試著做下面這樣的實驗 ~
將拋光機裝上你現有最硬的拋光輪,沾上你手上最粗的油土,然後用最大力道把工件摩擦拋光輪直到馬達停止轉動繼電器跳開為止,然後觀察一下工件被磨出來的塑性變形的程度大概有多少,這就是你目前手上所有的組合所能夠製造出來破壞力最強的現況了,注意影片中的俄國大叔連膝蓋都用上了。
如果產生的塑性變形程度不足夠的話,你有下列這幾種選擇~
1.換功率更高的拋光機。
2.尋找硬度更高的拋光輪。
3.尋找更粗的油土。
4.放棄。
油土中的研磨料具有如同一般研磨工具所具有的切削能力,同時又能夠透過摩擦生熱來在素材上製造塑性變形,所以如果條件許可的情況下,永遠都是優先透過製造塑性變形來得到鏡面為優先選項。
在某些情況下,無法透過製造塑性變形來得到鏡面,這時就只能將布輪拋光當成一般的研磨拋光手段來使用了。
例如:拋光機功率太小,還沒產生足夠的塑性變形繼電器就先跳開了,所以只好將布輪拋光當成一般研磨工具輕輕的磨,像這個案例裡面用功率極小的平面砂輪機在算是硬金屬的黑鐵管上是無法創造出什麼塑性變形現象的。
例如:工件太脆弱,不允許用力摩擦拋光輪,所以也只能輕輕的磨,像下圖這樣~

把布輪拋光當成一般的研磨拋光工具(沒製造出塑性變形現象)來使用並不能說不對,但是如果條件許可的話還是以製造塑性變形為優先選擇,因為這是布輪拋光的強項,同時也是得到漂亮鏡面的最快速方式。
實務上的 Tips
1.由於拋光布輪是以固定方向在旋轉,所以研磨出來的表面有時會帶有類似纖維狀的方向性,尤其在軟金屬上,所以應當類似刷油漆般將方向互相交叉重疊來讓整體變得平均,不要讓布輪停在固定位置一直磨。
2.在最初也是最粗的階段就必須拋出鏡面(如果條件確實辦得到的話),否則換到較細的階段更不可能達到鏡面,請記得布輪拋光在原理上與傳統的研磨拋光完全不同。
如果條件不允許的話,可以將素材先以一般研磨工具降低表面粗糙度到某個程度,然後換布輪拋光上場。
3.只有熱塑性塑膠適合用布輪拋光,若是熱固型塑膠不會因溫度提升而軟化,所以不適用。
原本硬度就不高的塑膠材料拋光時,從軟布輪配細油土加上輕微力道開始嘗試,畢竟塑膠材料不論是硬度或熔點原本就很低。
4.硬度達到某個程度以上的材料無法用布輪拋光,因為要達到軟化所需的溫度太高根本不切實際。
一般來說硬度高到具有明顯脆性的材料如:玻璃、熱處理過的鋼鐵材料、調質滲碳等等將表面硬化的加工都無法做布輪拋光。
但是硬度低的金屬做過硬化處理還是可以拋光的,因為低硬度的金屬所能達到的硬化程度還是很低。具有脆性的材料如熱處理後的鋼,在布輪拋光後會在表面形成無數細微的龜裂(因太脆而崩裂開)以至於永遠達不到正常的鏡面。
5.每個階段完成要進入下一階段之前,可以用較輕的力道將研磨痕替換成較輕微的版本,這樣在下一個階段會比較容易處理。
6.如果在拋光過程中不幸出現下圖中的「非金屬介在物」,請用破壞力強的研磨工具例如砂紙將之處理掉,然後全部重來並祈禱不要再出現。
這是合金熔煉過程因為條件控制不當所形成的礦物性質微小顆粒而且硬度極高,基本上與拋光過程無關,確實是別人的錯。

7.如果在拋光過程素材表面出現原本沒有的(肉眼尺度可見的)刮痕,那表示已經被其他金屬或礦物的粉塵污染了。
刮痕代表著某個硬度較高的材質的微小顆粒被你的布輪磨過工件表面而留下刮痕,而因為油土中的研磨料的尺度極小,所留下的研磨痕都不是肉眼可見的條狀痕跡,所以該刮痕一定是外來的異物造成的。
也許是這個布輪過去曾經拋過那個的材料,也許是異物粉塵乘著空氣飄來的,在金屬加工的場所其實非常常見,尤其是缺乏專業除塵設備的時候更是如此。
治本之道是把發生污染的布輪換新,若是污染存在油土上可以刮除一層,並且確實做到防止粉塵互相污染的必要措施,不過這個在實務上的難度極高,所以……。
坊間的拋光場通常無法拋出完美的鏡面,因為專業拋光場什麼材料都拋,所以普遍存在很嚴重的粉塵污染,而一條龍工廠的拋光產線由於都是拋一樣的材料,所以反而沒有污染的問題。
8.布輪拋光時素材表面出現的白霧狀,其實就是油土中的研磨料所產出的刮痕,由於尺度夠小所以在人類的視覺尺度上看起來像是一個「面」而不是「線」,以布輪拋光時除了最初的粗磨是以製造鏡面為目的之外,其他更細的階段都是用來將這些白霧狀的研磨痕替換成尺度更小的研磨痕直到你滿意為止。
