
對於工業設計師或模型玩家來說,應該常常聽到矽膠翻模這個術語,也許有些人曾經想自己嘗試挑戰看看,不過最終可能礙於看似有點技術要求而作罷,那我們今天就來一次說清楚吧!
其實就是鑄造啦!
「鑄造」其實是在人類文明很早期就已經存在的一種製造工法,譬如商周時期的青銅器,古埃及法老的黃金面具。隨著文明進步各種較高科技的鑄造工法漸漸發明出來,所以在今日我們可以看到低科技的砂模鑄造與高科技的鋼模高壓鑄造同時存在,而主題的矽膠翻模再灌注其實就是眾多鑄造工法的其中一種。

所謂的鑄造,簡單來說就是「用適當的材料流入模具內部的空間待形狀固定後取出」,基本上只要滿足這個原則的製造流程都可以稱為鑄造,而主題的矽膠翻模只是眾多鑄造工法中比較適合業餘人士操作的一種,並不代表全部。
有些鑄造是直接製作出模具,而有些鑄造是依靠先有一個「原型」來產生「模具」,然後再拿著這個模具產出最初原型的成品(複製品),像矽膠翻模就是依據原型翻製出模具的做法,換句話說所有的鑄造都是為了複製某物。
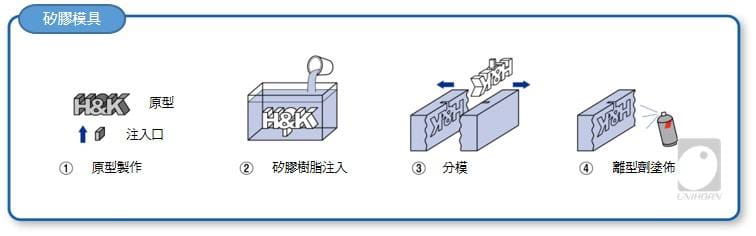
在影片中的灰色骷顱頭就是原型,然後利用這個原型產生白色有彈性的矽膠模具,最後再利用這個模具產出最初那個骷顱頭的複製品,也就是白色骷顱頭,瞭解「原型」、「模具」、「成品」之間的因果關係是最重要的入門。
從原型產出模具的過程稱為「翻模」,而從模具產出成品的過程稱為「灌注(成形)」,因為許多人對於用語不瞭解而亂說一通,所以討論翻模時常常出現雞同鴨講的混亂要非常注意。
譬如說~「請問翻模要用什麼材料?」,這個問題中沒有明確說清楚是要問原型的材料,還是模具的材料,還是成品的材料,可見發問的人本身對於整個流程就已經搞不清楚了。
翻模是以原型為input產出模具為output,灌注是以模具為input產出成品為output,確實搞懂這個流程裡什麼是什麼或什麼不是什麼是最重要的。
原型從哪來?
因為矽膠翻模灌注最後會產出最初原型的複製品,或者說形狀完全一樣但材質可以不一樣的複製品,所以原型的形狀當然就要與你最終想得到的成品完全一樣,如果你想要複製某個現成品,通常就直接拿那個現成品作為原型去翻製出模具就可以了。
如果你想產出某個因為自行設計所以尚未存在的東西,那勢必要透過任何適當方式先"變"出原型才有辦法繼續後面的流程,CNC也好、黏土也好、3D列印也好,總之就是要想方設法變出一個形狀就是那個形狀的東西來作為原型就對了。另外由於原型的意義只是提供翻模所需的形狀而已,所以用什麼材料來製作原型是無關緊要的,只要不是太脆弱一碰就壞的材料基本上都ok,另外可能要考慮矽膠固化過程需不需要一起加熱的問題。
矽膠模具
雖然在眾多鑄造工法裡有各種材質製作成的模具不一而足,但是因為主題是矽膠翻模的關係,所以就是以矽膠為材料來製成模具,所以為什麼是矽膠呢?
1.矽膠適合複製紋理
基本觀念是這樣的,只要是「高分子聚合物」也就是塑膠、矽膠、樹酯之類的材料,都具有一種構成分子極微小的特性,因為這樣的特性所以非常適合作為複製微小細節的材料來使用,如同下圖的示範 ~
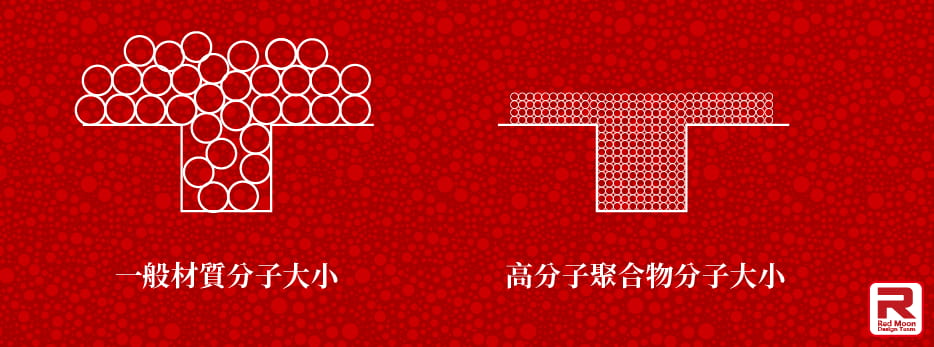
包含矽膠與樹酯及其他塑膠原料都有這樣的特性,就是能夠貼緊對象物的表面使其中沒有空隙般的完全貼緊對象物的表面,所以很適合作為複製紋理細節這種用途來使用,矽橡膠或塑膠之類的材料很適合作為模具或是灌注的材料,因為它們都需要盡可能的將對象物的紋理細節盡量完整複製出來。
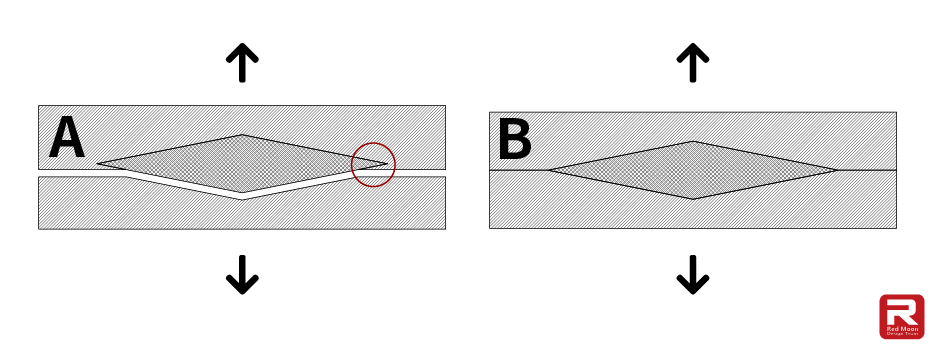
2.矽膠有彈性容易脫模
「脫模」指的是把成品從模具中取出這個過程,如果模具是某種沒有彈性的堅硬材料所製作而成的,那麼在下圖中的A就因為凸出部擋住無法脫離了,但是如果A例中的模具是例如矽膠等等軟性材料製作而成的,那即使靠蠻力硬拔也可以拖出,所以用軟性的矽膠來製成模具的話,原型的形狀即使稍有卡住模具的部分也一樣可以脫出,這對於不懂模具設計的一般業餘玩家來說是一大重點。
3.矽膠是難接著材質不會黏模
灌注的材料若是樹酯、矽膠等等甚至是石膏、水泥,其實本身就是某種接著劑也具有黏性,會黏住對象物也就是模具表面,而這時若是以矽膠製成模具的話,因為矽膠是典型的難接著材質(很難被黏住的材質),所以對於多數灌注材料來說幾乎不需要使用脫模劑來隔離就可以順利脫模。
注:脫模劑是用來避免發生灌注料緊黏住模具表面無法分離時,所使用的一種油性或氟素的材質,通常來說只要是油性的任何可以塗抹在模具表面的物質都可以,例如凡士林、WD40以及其他一推現成品。
矽膠怎麼買?
市面上容易買到的適合用來翻模的矽膠大致上有以下兩種類型 ~
1.縮合型 (RTV) 矽膠
*硬化劑多寡決定固化時間
*容易取得
*不用加熱就固化
*附著力比較低
2.加成型(HTV)矽膠
*加熱溫度決定固化時間
*較少販售
*要加熱才會硬化
*成品比較耐操
*附著力極強,一定要用脫模劑
*有可能發生觸媒中毒而無法固化
總得來說,縮合型(RTV)矽膠的好處是使用方便,尤其在不需加熱就可以固化這一點非常適合初學者,因為若是需要加熱的話,除了加熱設備有無之外尚需考慮原型與周邊材料是否稱的過這些高溫的問題,所以以業餘玩家來說還是選擇RTV型矽膠比較省事。

購買矽膠時要注意以下幾項重點~
1.固化條件
矽膠原料就像樹酯一樣,有各自不同的硬化條件,尤其要注意是否需要加熱以及加熱到多少溫度需要多少時間的問題,因為除了矽膠本身之外其餘必須一起加熱的原型以及外圍牆壁的材料也得一起撐過整個過程。
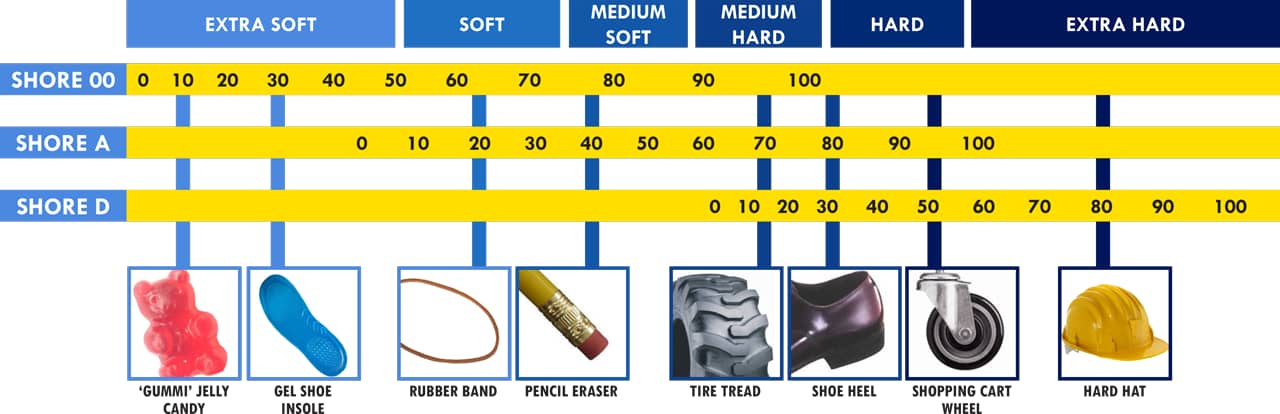
2.硬度
矽膠有不同硬度的原料可以選擇,再加上可以加入矽油來降低硬度這種做法(但是日後會析出),所以必須考量原型形狀脫模的難度來選擇矽膠硬度,原型形狀太複雜必須硬拔出來的情況盡量選擇硬度低的矽膠來製成模具,一般最低硬度大約是shore A 10度左右,脫模沒困難的形狀可以用較硬的shore A 40~50度,較硬的矽膠翻出的尺寸精度也比較高。
3.透明度
翻模時如果是採用「一分為二」的做法(後續文章會提到),因為切開模具時要能夠看到切割的實際位置(就是分模面的位置),所以透明度較高的矽膠比較好操作,而若是採用「一半再一半」的翻模方式的話,即使是不透明的矽膠原料也ok。
4.耐溫度
市面上有一種耐高溫到約攝氏300度左右的用來製作烘培模具的矽膠原料,售價在1500~2000nt/Kg左右,如果只是一般翻模沒有耐高溫需求的矽膠售價約在500~600nt/kg左右,因為價差很多千萬不要亂買一通浪費金錢。
5.慎選商家
因為有很多只管賣東西其餘一概不管的網路賣家,所以你看到的資訊也不見得是正確的,請盡量跟能夠羅列出矽膠本身的相關專業資料的專業賣家買會比較安全。
6.單賣硬化劑
RTV型矽膠的硬化劑一旦開罐後很容易乾掉,所以所如果有單賣硬化劑的商家會比較好。
注意!若是你買到對岸某些糟糕廠商生產的稍一拉扯就斷裂的古怪矽膠請慎選賣家重新來過。
使用矽膠時的配件
攪拌的工具
矽膠原料通常都是黏性很高很濃稠的狀態,所以因為沒有攪拌均勻而固化失敗的經驗幾乎每個業餘玩家都經歷過,因為專業場合都是用機器進行矽膠的攪拌所以不會有這問題,但是只能徒手攪拌的玩家就要注意了,以下是降低攪拌不均的有用建議~
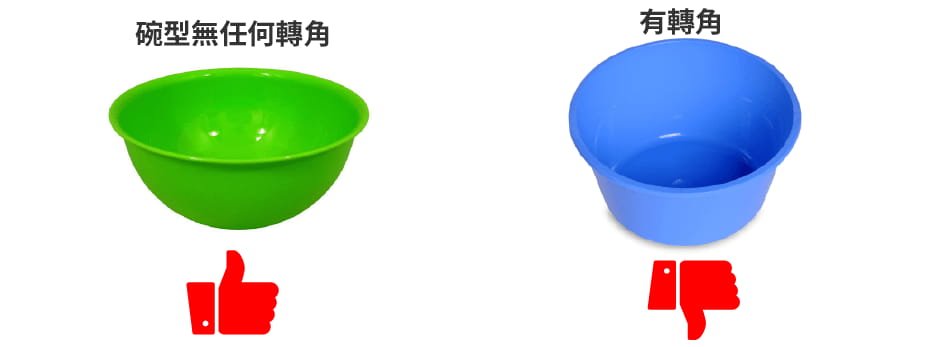
1.不要用有任何轉角、溝槽的容器來攪拌,因為轉角處通常拌不到,容器最好是半圓形完全無轉角的平滑曲面。
2.一定要有兩支攪拌棒,因為矽膠太黏所以棒子一下去時接觸到的原料就永遠附著在棒子上,這時若是沒有另一支攪拌棒來刮下矽膠,就注定無法拌的均勻,在攪拌過程中要經常用一隻棒子刮下另一根棒子的矽膠互相交替。
脫泡的工具
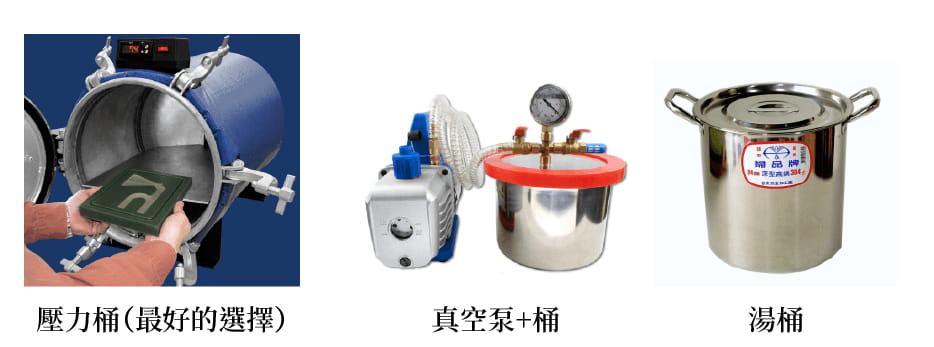
初學者都會問「沒有抽真空機可以嗎?」,答案是「不行。」,一般來說越稀的液體中的氣泡越容易破裂,越濃稠的液體的氣泡越難以除去,因為矽膠都是相當濃稠的,所以一定要有去除氣泡的步驟而且不可省略,去除氣泡的做法有在壓力桶中加壓與真空桶中抽真空兩種做法,壓力桶這個設備比較專業所以不適合業餘玩家,業餘幾乎都是靠抽真空來除去氣泡。
注:去除氣泡是目的,而抽真空或加壓是可行手段,只要能達到目的用什麼手段都可以,其實如果可以的話用壓力桶加壓會好過抽真空。
另外,除了矽膠會需要去除氣泡之外,灌注用的原料例如樹酯、石膏、水泥或其他常見材料常常也有去除氣泡的需求,所以在採購真空泵與真空桶時要注意材料硬化速度與抽真空花費時間的問題(還來不及抽到ok的程度材料已開始硬化了),但是乾燥速度不會很快的矽膠通常沒這問題。
現在容易買到的泵與桶(通常搭配一組販售)是下圖中間這種用餐飲業湯桶改裝而來的套裝,建議盡量購買直徑稍大的尺寸,日後高度不夠時可以到餐飲材料行找直徑近似不同高度的桶來替換。
注意:黏度越高的液體抽真空時體積就會膨脹越多倍,所以最好最初就要選擇高度足夠的桶。
常用灌注材料
灌注材料指的是用來被倒進去模具裡面形成最終成品的東西所用的原料,簡稱「注料」、「澆料」,例如拿一個塑膠乒乓球翻製成矽膠模具再灌注石膏進去,最終就會得到一個以石膏為材質的複製乒乓球。
通常要用什麼注料是依據成品的實際用途而定的,以製作消費性產品的原型或是模型玩家複製既有零件來說,最常使用的是這個 ~
原型專用PU樹酯
俗稱「cast」的灌注用PU樹酯,具有各種不同顏色(透明與不透明)以及彈性硬度,還有可以透過添加劑調整硬度的型號,是一般消費性產品製作原型時的好選擇,市場上也另有其他廠牌請自行搜尋。
注:所有樹酯都可以透過染料染成任何透明或不透明色,但是原料就已經是不透明的場合是不可能變成透明的。
如果成品最終還要噴漆或作任何會覆蓋過原始表面的處理,那麼最初的原料是透明或不透明或什麼顏色都無所謂,但是若是要灌注出透明(不論什麼顏色)而且把成品直接使用的場合,就要想清楚到底要如何選擇材料,不透明的場合即使物件表面有氣泡或任何瑕疵都會被後續補土研磨再噴漆掩蓋過, 而且不透明物件內部有氣泡也看不見 ,但是透明物件就不是這麼一回事了,凡是遇到透明物件請謹慎思考小心處理,若是內部出現氣泡瑕疵是完全無法可救的。
注:Hei-cast是最常見的灌注用PU樹酯,有相當完整的系列可選用。
通用樹酯
如果是要灌注出一般沒有特定功能的塑膠類型外觀件,本身不需要有彈性、韌性、指定軟硬度等等麻煩的需求,那就用一般的環氧或保利樹酯就可以了,這些樹酯與前述的cast一樣也可以任意染色。(洽化工材料行)

其他任何可以在「液體」與「固體」間變化的材料
從鑄造的角度來說,灌注原料只要符合這個原則就可以拿來灌注,不論是低熔點的鉛錫合金、水、石膏、水泥、白膠、吉利丁果凍、蠟、鼻涕(夠多的話)等等不一而足,只要符合成品的使用目的就可以了,請自行發揮想像力,除此之外還可以在既有灌注材料中摻入滑石粉、金剛砂、纖維、細沙、金屬粉末等等來改變成品的性質,請多多發揮想像力與實驗精神。
脫模劑、離型劑
離型劑其實是所有能夠幫助成品與模具分離開來不要黏住的工具的統稱,雖然市面上有油性的矽油成分與水性的氟素成分兩種常見的噴罐裝離型劑,但是其實任何材料只要能隔離出模具與灌注料同時也方便塗布都就可以使用,例如:凡士林、肥皂水、滑石粉、WD40、任何油性液體等等眾多材料,但是塗布的份量千萬不要太多以免影響成品表面複製模具紋理的表現。
注:離型劑多少都會殘留在模具與成品表面,所以為了方便處理,凡是不需離型劑也不會黏住的場合應當不要使用,不確定時最好拿一些灌注原料去黏黏看模具矽膠觀察兩者的附著力強弱,所以最初翻模時的多餘矽膠應當倒到一個紙板或隨便什麼材料上待固化後保留下來。
